

What is the difference between monolithic machining and welded fabrication
Modern manufacturing engineering generally separates machined components into two fundamentally different production philosophies:
1. Monolithic machining from a solid block of material.
2. Welded fabrication assembled from multiple individual components.
Although both approaches may produce identical functional parts, they differ significantly in manufacturing principles,
material efficiency, structural behavior, dimensional stability, and production economics.
1. Monolithic manufacturing from solid material
Monolithic machining begins with a single solid raw material block, forging, or billet.
The final geometry is achieved by removing material using CNC milling, turning, drilling, boring, and grinding operations.
This manufacturing philosophy is common in aerospace, high-precision tooling, robotics, motorsport,
and heavy-duty mechanical systems where rigidity and dimensional precision are critical.
Main advantages:
• homogeneous material structure,
• absence of weld seams,
• superior mechanical stability,
• high dimensional repeatability,
• better fatigue resistance under cyclic loads,
• reduced risk of structural weak points.
However, monolithic machining also introduces several economic disadvantages.
Complex geometries may require removing large quantities of material, leading to extremely high waste percentages.
2. Welded fabrication and assemblies
Welded fabrication follows a completely different production philosophy.
Instead of removing material from a single block, multiple pre-cut components are assembled and welded into the final structure.
Typical manufacturing processes include:
• laser cutting,
• plasma cutting,
• bending,
• edge preparation,
• fixture positioning,
• MIG/MAG/TIG welding,
• stress relief,
• final machining of functional surfaces.
This approach is particularly effective for:
• machine frames,
• large structural bases,
• industrial supports,
• transportation systems,
• heavy machinery structures.
The primary advantage is significantly improved material utilization.
Because material is added and assembled rather than removed, the raw material requirement is usually much lower.
However, welding introduces thermal distortion, residual stresses, and dimensional instability,
which frequently require additional corrective machining and stress-relief processes.
3. Buy-to-Fly ratio and material waste
One of the most important economic indicators in machining is the Buy-to-Fly (BTF) ratio.
BTF ratio = Purchased material mass / Final component mass
The higher the BTF ratio, the more material becomes machining waste.
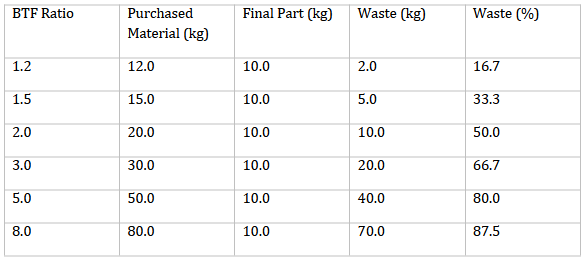
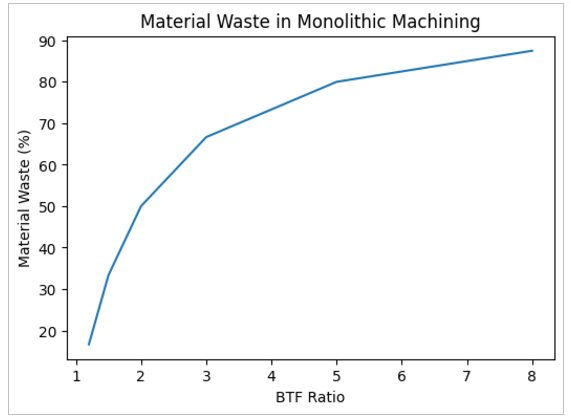
As shown in the graph, a BTF ratio above 3 already produces extremely high waste levels.
At a BTF ratio of 5, approximately 80% of the purchased material becomes machining scrap.
This is especially critical when machining expensive materials such as:
• titanium alloys,
• aerospace aluminum,
• stainless steels,
• nickel-based superalloys.
4. Detailed cost comparison example
Example component:
• Final part mass: 10 kg
• Material: S355 structural steel
• Geometry: box-type mechanical support with precision mounting surfaces
OPTION A — Monolithic machining:
• Purchased raw block: 30 kg
• Final component: 10 kg
• Waste: 20 kg
• BTF ratio: 3.0
Estimated production costs:
• Raw material: 120 €
• CNC machining: 240 €
• Tool wear and fixturing: 40 €
• Inspection and quality control: 30 €
TOTAL: approximately 430 €
OPTION B — Welded fabrication:
• Purchased material: 13 kg
• Laser-cut plates and profiles
• Final component: 10 kg
Estimated production costs:
• Material: 55 €
• Laser cutting and preparation: 45 €
• Welding and assembly: 90 €
• Stress relief and straightening: 35 €
• Final machining: 95 €
• Inspection: 25 €
TOTAL: approximately 345 €
This example demonstrates that welded fabrication may significantly reduce material cost,
while transferring a portion of the production expense toward welding operations and distortion control.

5. When monolithic machining is economically justified?
Despite higher material waste, monolithic manufacturing becomes economically justified when:
• extremely high precision is required,
• fatigue resistance is critical,
• dynamic loading conditions are severe,
• weld-related distortions cannot be tolerated,
• certification requirements prohibit welded structures,
• the geometry remains relatively compact,
• low-to-medium production volumes are expected.
Typical industries include:
• aerospace,
• motorsport,
• robotics,
• precision tooling,
• medical engineering,
• semiconductor manufacturing.
6. Hybrid manufacturing philosophy
In modern industrial manufacturing, hybrid solutions are increasingly common.
A typical example is:
• welded machine frame,
• combined with precision-machined monolithic inserts or mounting interfaces.
This approach combines:
• the economic advantages of welding,
• with the precision and rigidity of monolithic machining.
Hybrid manufacturing frequently delivers the best overall balance between:
• production cost,
• structural stability,
• dimensional accuracy,
• manufacturing scalability.
The decision between monolithic machining and welded fabrication is not merely a manufacturing preference,
but a strategic engineering and economic decision.
Monolithic components provide unmatched structural integrity and dimensional precision,
but often generate substantial material waste and longer machining times.
Welded structures dramatically improve material efficiency and scalability,
yet introduce thermal distortions, residual stresses, and additional process complexity.
The optimal manufacturing strategy depends on:
• component geometry,
• tolerance requirements,
• structural loads,
• production volume,
• and overall lifecycle cost.
For this reason, modern industrial engineering increasingly relies on hybrid manufacturing concepts
that combine the strengths of both production philosophies.
Frequently Asked Questions (FAQ)
What is the difference between monolithic machining and welded fabrication?
Monolithic machining produces a component from a single solid block of material using CNC milling, turning, drilling, and grinding operations. Welded fabrication creates a final structure by assembling and welding multiple individual components together.
The key difference is the manufacturing philosophy:
- Monolithic machining removes material to create the final geometry.
- Welded fabrication assembles material into the final geometry.
Monolithic parts generally provide higher rigidity and dimensional stability, while welded structures are more material-efficient and economical for large constructions.
When is monolithic CNC machining more cost-effective?
Monolithic machining becomes more cost-effective when:
- very high dimensional accuracy is required,
- fatigue resistance is critical,
- weld distortions cannot be tolerated,
- production volumes are low to medium,
- the component geometry remains relatively compact,
- structural rigidity is essential.
Industries such as aerospace, robotics, medical engineering, and precision tooling frequently prefer monolithic manufacturing.
Why do welded structures deform after welding?
Welding introduces concentrated heat into the material. During cooling, the welded area contracts unevenly, creating:
- thermal distortion,
- residual stresses,
- dimensional instability.
These deformations often require:
- stress relief,
- straightening,
- corrective machining,
- additional fixture control.
The larger the structure and the thicker the material, the greater the risk of deformation.
What is the Buy-to-Fly (BTF) ratio in machining?
The Buy-to-Fly ratio measures material efficiency in manufacturing.
Formula:
BTF = Purchased Material Weight ÷ Final Part Weight
Example:
- Purchased material: 30 kg
- Final part: 10 kg
- BTF ratio = 3
This means 20 kg becomes machining waste.
Higher BTF ratios significantly increase production cost, especially with expensive alloys such as titanium or aerospace aluminum.
How much material waste is generated in CNC machining?
Material waste depends on the complexity of the geometry.
Typical waste levels:
- BTF 1.5 → ~33% waste
- BTF 2 → ~50% waste
- BTF 3 → ~67% waste
- BTF 5 → ~80% waste
Complex pockets, internal cavities, and lightweight structures usually generate the highest waste percentages.
Is machining from solid metal stronger than welded construction?
In many applications, yes.
Monolithic components:
- have no weld seams,
- contain no heat-affected zones,
- maintain homogeneous material structure,
- provide better fatigue resistance,
- achieve higher rigidity.
However, modern welded structures can also achieve excellent structural performance when properly designed and stress-relieved.
What are the advantages of welded fabrication?
Welded fabrication offers several important advantages:
- lower material consumption,
- reduced raw material cost,
- easier manufacturing of large structures,
- better scalability,
- reduced machining time,
- flexibility in structural design.
This approach is widely used in:
- heavy machinery,
- industrial frames,
- machine bases,
- transportation systems,
- structural steel manufacturing.
How do machining costs compare to welding costs?
Monolithic machining usually shifts cost toward:
- raw material,
- CNC machine hours,
- tooling wear,
- long machining cycles.
Welded fabrication shifts cost toward:
- cutting and preparation,
- welding labor,
- fixturing,
- distortion correction,
- stress relief,
- final machining.
The most economical solution depends on geometry, tolerances, and production quantity.
When should welded assemblies be used instead of monolithic parts?
Welded assemblies are preferred when:
- structures are large,
- material waste would be excessive,
- tolerances are moderate,
- lightweight structures are required,
- fabrication speed is important,
- production scalability is necessary.
Large machine frames and industrial supports are typically produced as welded assemblies.
Why is material waste important in industrial manufacturing?
Material waste directly affects:
- production cost,
- environmental impact,
- machining time,
- energy consumption,
- tooling wear.
In expensive alloys, waste material may represent one of the largest cost factors in the entire manufacturing process.
Which manufacturing method provides higher dimensional accuracy?
Monolithic machining generally provides superior dimensional accuracy because:
- the structure is produced from one continuous material block,
- there are no welding distortions,
- fewer process variables affect geometry.
Welded structures often require additional machining after welding to achieve similar precision.
What industries use monolithic machining?
Monolithic machining is commonly used in:
- aerospace,
- robotics,
- medical engineering,
- motorsport,
- semiconductor manufacturing,
- defense industry,
- high-precision tooling.
These industries prioritize precision, rigidity, and fatigue resistance.
What industries prefer welded steel fabrication?
Welded fabrication dominates industries such as:
- heavy equipment manufacturing,
- industrial machinery,
- steel construction,
- transportation systems,
- mining equipment,
- energy infrastructure,
- structural engineering.
Large structures are usually more economical when fabricated from welded components.
How does welding affect dimensional stability?
Welding creates localized thermal expansion and contraction. This causes:
- warping,
- angular distortion,
- shrinkage,
- residual stress buildup.
To restore dimensional stability, manufacturers often perform:
- stress relief heat treatment,
- controlled welding sequences,
- fixture-based correction,
- precision post-machining.
What are the hidden costs of welded fabrication?
Hidden welding costs may include:
- fixture preparation,
- distortion correction,
- stress-relief treatment,
- weld inspection,
- non-destructive testing (NDT),
- additional quality control,
- rework due to deformation.
These costs are often underestimated during initial project planning.
How does CNC machining affect production economics?
CNC machining affects production economics through:
- machine cycle time,
- setup complexity,
- tool wear,
- automation capability,
- repeatability,
- material removal rate.
Highly optimized CNC production can dramatically reduce long-term manufacturing costs and improve consistency.
Can welded structures achieve the same precision as machined parts?
Yes, but usually only after additional finishing operations.
Welded structures often require:
- stress relief,
- straightening,
- CNC finishing,
- alignment machining.
This increases manufacturing complexity and production time.
What is the best manufacturing method for large steel structures?
For large structures, welded fabrication is usually the most economical solution because:
- raw material usage is lower,
- machining time is reduced,
- scalability is better,
- transportation and handling are easier.
Monolithic machining becomes increasingly expensive as part size grows.
How do residual stresses affect welded components?
Residual stresses can cause:
- dimensional instability,
- cracking,
- reduced fatigue life,
- unexpected deformation during machining,
- alignment issues.
Stress-relief heat treatment is commonly used to minimize these risks.
Why are hybrid manufacturing solutions becoming more popular?
Hybrid manufacturing combines:
- welded structural sections,
- with precision-machined functional surfaces.
This approach delivers:
- lower material cost,
- reduced machining waste,
- improved rigidity,
- high dimensional precision,
- optimized manufacturing economics.
Modern industrial systems increasingly use hybrid manufacturing because it combines the strengths of both production philosophies.