

Cost calculation and comparison from 20 to 200 pieces
Do you consider your product pricing to be overestimated or underestimated relative to production costs and market conditions?
In CNC machining, the price of a part is almost never just “material + a bit of machine time.” Many factors are involved, and the biggest difference appears between a single part and a larger production batch. Let’s look at how costs are actually distributed and why a part in a batch of 200 can be significantly cheaper than one in a batch of 20.
1. What types of costs exist in CNC machining?
Costs can be divided into three main groups:
Group 1. Fixed costs (Preparation – independent of quantity)
These costs occur regardless of whether we produce 1 part or 200:
-
CAM programming
-
Reading drawings and defining machining strategy
-
Tool selection
-
Machine setup
-
Alignment and clamping of the first workpiece
-
Test run and first-part inspection
This is often called setup time.
This cost is later distributed across all manufactured parts.
Group 2. Variable Costs (per part)
These costs arise for each individual part:
-
Machine machining time (milling, drilling, turning…)
-
Tool wear
-
Machine energy consumption
-
Material
-
Part inspection and measurement
More parts = more of these costs.
Group 3. Indirect Costs (Workshop overhead)
Often overlooked costs:
-
CNC machine depreciation
-
Service and maintenance
-
Workshop rent
-
Air, electricity, cooling, heating
-
Administration
These are included in the machine hourly rate.
2. How Is the CNC machine hourly rate calculated?
The hourly rate is not just “the machine runs for one hour.” It includes:
| Element | Meaning |
|---|---|
| Machine depreciation | Machine price ÷ service life |
| Maintenance | Service and spare parts |
| Energy | Electricity, compressor, cooling |
| Tooling | Cutters, drills, inserts, plates, ... |
| Operator | Worker wage + contributions |
| Facility | Rent, heating |
Very important:
A CNC machine almost never runs on its own.
An operator must:
-
set up the machine
-
align the workpiece
-
clamp the part securely
-
change tools
-
supervise the process
Therefore, human labor is always included in the hourly rate.
Example:
If the machine rate is 60 €/h, it includes both the machine and the operator.
4. Example cost calculation
Assumptions:
-
Setup time: 1 hour
-
Machine hourly rate: 60 € / h
-
Machining time per part: 10 minutes (0.17 h)
-
Material per part: 5 €
Example A: 20 pieces
1. Machine setup:
1 h × 60 € = 60 €
2. Machining time:
20 × 0.17 h × 60 € = 204 €
3. Material:
20 × 5 € = 100 €
Total:
60 + 204 + 100 = 364 €
Cost per part:
364 € ÷ 20 = 18.20 € / part
Example B: 200 pieces
1. Machine setup:
1 h × 60 € = 60 € (same as before)
2. Machining time:
200 × 0.17 h × 60 € = 2,040 €
3. Material:
200 × 5 € = 1,000 €
Total:
60 + 2,040 + 1,000 = 3,100 €
Cost per part:
3,100 € ÷ 200 = 15.50 € / part
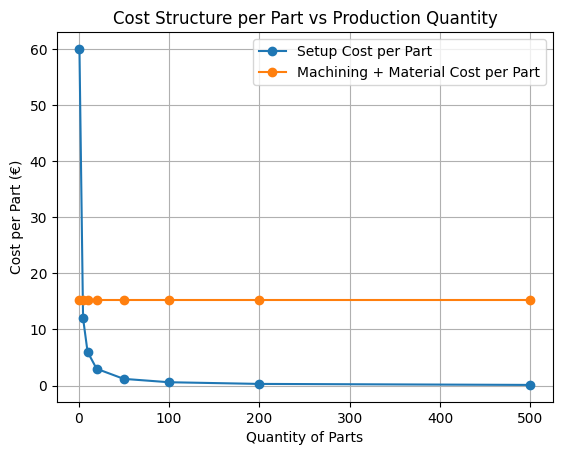
5. Where does the difference come from?
The key difference:
The fixed setup cost spreads across more parts, which lowers the unit price in larger batches.
| Item | 20 pieces | 200 pieces |
|---|---|---|
| Setup cost per part | 60 € ÷ 20 = 3 € | 60 € ÷ 200 = 0.30 € |
6. Key takeaway
In CNC machining, we are not only paying for “cutting metal.”
We pay for:
-
programmer expertise
-
setup time
-
the machine
-
the operator
-
first-part risk
And setup is the main reason why small production runs are always more expensive per piece.
Important:
The presented calculations are based on a simplified, general example. In real production, each part can be a special case, as the price is strongly influenced by:
-
geometric complexity
-
workpiece size
-
material type
-
selected machining technology
-
number of operations and setups
-
required tolerances
-
surface finish quality
-
inspection requirements
and many other technical and organizational factors. Therefore, the final price is always the result of a detailed technical analysis of the specific part.